
3Dプリンターを持っている人であれば、誰しも経験する不具合や印刷トラブルの数々。
とても便利な機械である一方、デリケートで手の掛かる機械でもありますよね。
本記事では過去に私が経験した不具合や印刷トラブルに対する解決策を解説しています。
熱溶解積層方式(FDM)に特化した内容となりますので、予めご了承下さい。
フィラメントがステージに定着しない、反ってしまう
ステージ(プラットフォーム、ヒートベッド)にフィラメントが定着しない、あるいは、ステージから底面が剥がれて反ってしまうことは、よく起こるトラブルではないでしょうか。
こちらについては「設定値」「材料」「部品」いずれかの問題が考えられます。
一つずつ解説します。
設定値が起因したトラブル
1つ目の原因は「設定値が起因したトラブル」です。
ノズルとステージの隙間がズレている、ズレ始めている可能性があります。
解決策
ノズルとステージの隙間は紙1枚ほどの隙間が良いとされているので、改めてレベリング調整を行いましょう。
レベリング調整のやり方は、こちらの記事で解説しています。
材料が起因したトラブル
2つ目の原因は「材料が起因したトラブル」です。
こちらのトラブルに関しては「フィラメントの管理方法」と「フィラメントの特性」に分けられるかと思います。
まず、フィラメントの管理方法について話すと、フィラメントは湿気にとても弱い材料です。
フィラメントが湿気を吸ってしまうと、品質が悪くなり糸引きや造形物表面の品質にダイレクトに影響してきます。特に湿気が多い環境下ではフィラメントの保管方法について検討しましょう。
フィラメントを曲げてみることで簡単に確認できます。
- 品質が良い場合、フィラメントがしっかり曲がります。
- 品質が悪い場合、簡単にポキッと折れます。
次に、フィラメントの特性について話すと
例えば、ABSフィラメントはPLAフィラメントに比べて熱収縮性が高いので、ちょっとした温度変化で反ってしまい印刷失敗になりやすいです。
そのため、より気を使った印刷環境を整えてあげる必要があります。
解決策
フィラメントの品質が悪かった場合は、保管方法を検討しましょう。
湿気対策のやり方は、こちらの記事で解説しています。

木質やゴム性など特殊なフィラメントを使っている場合は、ノズル径や印刷条件があると思うので別途お調べください。
部品が起因したトラブル
3つ目の原因は「部品が起因したトラブル」です。
「設定値」と「材料」どちらも問題ないが、まだ解決しない場合は「部品」に問題があるかもしれません。
私の経験上、ノズル先端が摩耗し始めている可能性があります。
ノズルに問題があるか確認する方法は下記3点かなと思います。
①ノズル先端がすり減っていたり、黒く焦げていてないか。
②吐出されたフィラメントが太くなり、角が潰れたように造形されていないか。
③1層目の印刷の際、ノズル先端にフィラメントがくっつき、それが原因で印刷に失敗していないか。
解決策
上記に当てはまっていた場合は、ノズル交換を行ってみて下さい。
ノズルの交換方法については、こちらの記事で解説しています。

下記3点も有効な対処方法になります。
補足① スライサーソフトで印刷設定を変更する
スライサーソフトで初期レイヤーのライン幅や初期レイヤーフローの値を100%から120%、130%などに変更してみて下さい。値を大きくすることで初期の吐出量が増え、接着性を向上させることができます。
また、ステージの温度を上げてみることも有効です。使用しているフィラメントにより変わってきますが、普段より5-10℃温度を上げると接着性が向上する傾向があります。(フィラメントの適正値内の調整)
補足② 物理的に工夫する
プラットフォームシートに糊やテープを貼って、物理的に接着性を向上させることも可能です。ただ、シートが汚れてしまうので、綺麗に使いたい方には不向きだと思います。
補足③ プラットフォームシートを変更する
PEIプラットフォームのシートは私も愛用していますが、とても使い勝手が良いです。
まだお持ちでない方は検討してみるのもアリかと思います。
Ender-3 S1での解説となりますが、付属シートとPEIシートを比較しています。
ご興味があれば、ぜひご参考にしてください。
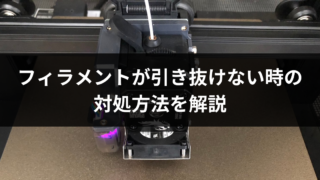
エクストルーダーからフィラメントが抜けない、フィラメントが折れた
エクストルーダー内部で引っかかってしまいフィラメントを抜くことができない。あるいは、無理やり抜いたらエクストルーダー内部で折れてしまった。
この場合、エクストルーダーを分解する必要があります。
原因
フィラメントの引き抜き方を間違えた可能性があります。
フィラメント交換のやり方を確認したい方は、こちらの記事をご参考下さい。
解決策
エクストルーダーからフィラメントを取り除くため、エクストルーダーを分解する必要があります。
分解手順は、こちらの記事で解説しています。
糸引き
糸引きを確認したら、フィラメントが湿気を吸い始めてきたという一つのサインだと思ってください。
原因
フィラメントが湿気を吸い始め、品質が悪くなり始めています。
解決策
フィラメントの保管方法を検討しましょう。
湿気対策のやり方は、こちらの記事で解説しています。
空中造形、もじゃもじゃ
私の経験上、これを未然に防ぐためにも一層目がしっかり印刷できているか、一層目だけでも見届けることをおすすめします。
私の感覚ですが、一層目の時点で少しでもステージから剥がれている箇所があったり、少し違和感を覚える様子が見られた時はだいたい失敗します。特に造形物のサイズに比例して顕著に出ます。
原因
途中で造形物がステージから剥がれて、空中に造形している。
解決策
ステージとノズルの隙間が正しい距離間になっていない可能性があります。
改めてレベリング調整をしてみて下さい。
レベリング調整のやり方は、こちらの記事で解説しています。
レベリング調整したけど、解決しない場合はノズル交換をしてみて下さい。
ノズル交換のやり方は、こちらの記事で解説しています。
【ノズルにフィラメントが固着した時の対処方法】
①ゴム製のヒートカバーを取り外す。
②ヒートカバーについたフィラメントを綺麗に取り除く。
③ノズルを加熱し、固着したフィラメントを溶かす。
④溶け始めたら、綿棒を使ってノズル周りを綺麗に拭く。
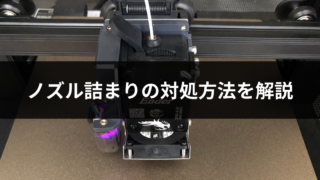
ノズル詰まり
原因
ノズル詰まりを起こす原因は
・ノズルそのものが劣化しているケース
・素材に対してノズルが適していないケース
この2点が考えられます。
解決策
ノズル詰まりの対処方法は
・ニードルを使用する方法
・エクストルーダーを取り外して分解する方法
この2つがあるかと思います。
この対処方法については、こちらの記事で解説しています。
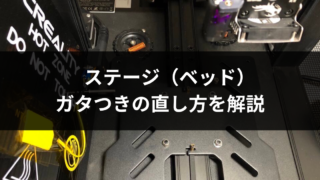
ステージのガタつき
原因
ステージのガタつきは、ベースフレームのネジの緩みになります。
解決策
ステージ下のネジを4ヶ所外して、ベースフレームのネジを締め直す必要があります。
ステージのガタつきの直し方については、こちらの記事で解説しています。
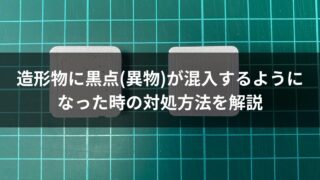
造形物に黒点(異物)が混入
原因
ノズル内部の劣化かと思います。
解決策
一時的に対処したい場合は「フィラメントでノズル内部を掃除する」がおすすめです。
根本的に対処したい場合は「ノズル交換」がおすすめです。
詳しくはこちらで解説しています。
印刷品質が改善しないのはエクストルーダー内部の故障?
以前から同じデータ(.gcode)を使って印刷しているのに、印刷品質が悪くなった。ノズル交換済みで、レベリング調整も問題ないのに、なぜか品質が良くならない。造形はできるけど外観が著しく悪いままだという方は、一度試してみる価値あるかもしれません。
原因
私の場合は、データ(.gcode)が原因だったぽいです。
解決策
エクストルーダー内部の部品を疑う前に、一つずつ考えられる原因を潰していくと解決するかもしれません。
詳しくはこちらで解説しています。
まとめ
本記事では私の実体験に基づき、3Dプリンターの不具合や印刷トラブルの原因と解決策を解説しました。
ご参考になれば幸いです。
今後、新たなトラブルが生じましたら、その内容を更新します!
↓3Dプリンターでトラブルが生じた際に使えるGPTsを作ってみました。トラブルの内容に対してChatGPTが対処法を提案してくれます。

コメント